



- 公司宗旨:以質量求生存,以信譽爭市場
- 描 述:安裝螺紋護套時,必須使用螺紋護套絲錐(ST絲錐)
-
全國咨詢熱線:
15537320606? ?
- 產品介紹
- 螺套參數表
- 安裝說明
- 工具選用
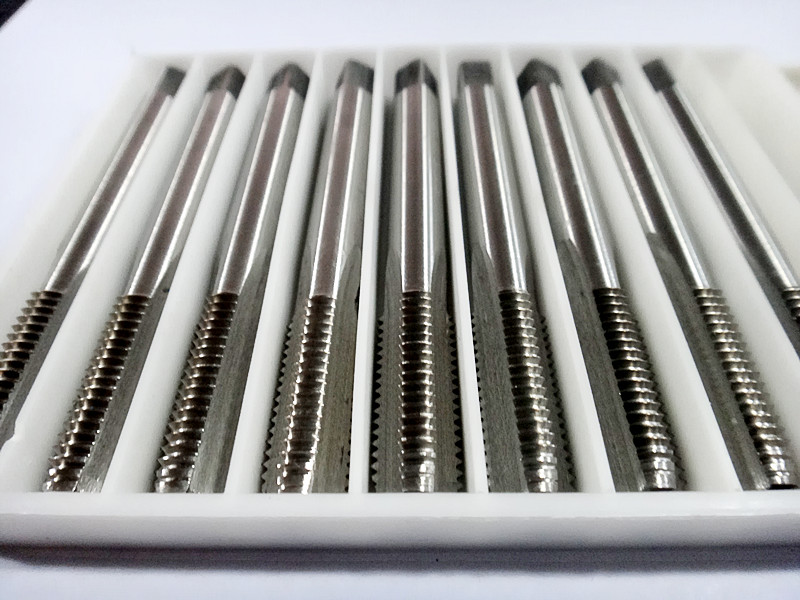
螺套絲錐和標準絲錐尺寸上不同。在安裝螺紋護套時,必須使用螺紋護套絲錐(ST絲錐)。
螺套絲錐使用高品質高速鋼(HSS)按照精確標準制成。
手攻絲錐有多種規格可供選擇(包括錐型Taper, 中間型intermediate, 和平底型bottoming型)。螺套絲錐直徑更大,
但是為了和螺紋護套匹配,牙距和標準絲錐相同。
當螺紋護套安裝到一個合適的攻完絲的孔中,該護套將提供合適的內部螺紋公差給螺栓。
注意:攻絲后孔的尺寸會受到很多因素的影響。例如,鉆孔尺寸,母材材質,或是潤滑等。因此在緊工差配合的應用中,我們推薦**行測試,確認后再進行批量生產。
鋼絲螺套專用絲錐用于加工鋼絲螺套安裝孔的專用內螺紋,結構尺寸依照國家標準《細柄機用和手用絲錐》GB3464-83要求制造,材料為W18Cr4V,可機用也可手用。
根據其使用范圍可分為輕合金機用螺紋護套絲錐、手用螺紋護套絲錐,普通鋼機用螺套絲錐、手用螺套絲錐,特種螺套絲錐三種。
1、輕合金機、手螺紋護套絲錐
用于加工鋁、鎂合金以及銅合金等有色金屬合金,螺距在2.5mm以下為單支絲錐,螺距大于等于2.5mm為雙支。
標記示例:STd × p ST 為螺紋護套專用內螺紋代號
用于在輕合金上加工安裝規格為8×1.25鋼絲螺套底孔螺紋的專用絲錐,標記為:ST8×1.25(ST為鋼絲螺套專用內螺紋代號)。
2、普通鋼機、手用螺紋護套絲錐
用于加工鋼、鑄鐵、鑄鋼等金屬材料上的內螺紋,是雙支絲錐。
3、特種絲錐
可根據用戶需要設計、制造各種特殊品種的螺紋底孔絲錐,例如在軟鋁,紫銅上攻絲的機用、手用擠壓絲錐,單支普通鋼攻絲的專用機用絲錐、不銹鋼攻絲絲錐、用于盲孔的平底絲錐、螺旋槽絲錐、螺尖絲錐等。
鋼絲螺套絲錐、螺紋護套絲錐的選擇
◆直槽螺紋護套絲錐通用性很強,通孔或盲孔、有色金屬或黑色金屬都可使用,價格也便宜,但質量較差。
◆螺旋槽螺紋護套絲錐比較適合加工盲孔螺紋,加工時切屑向后排出。在加工黑色金屬時,螺旋角選擇的少小一點,大約一般在 30 度左右,可以保證螺旋齒的強度。在加工有色金屬時,螺旋角選擇的少大一點,大約一般在 45 度左右,這樣切削時可以鋒利一些。
◆擠壓絲錐比較適合加工有色金屬,尤其是鋁合金鑄件,它主是對金屬擠壓、變形、形成的內螺紋。擠壓成形是非切削加工,采用擠壓成形工藝加工出的螺紋孔,抗拉、抗剪強度高,加工表面的粗糙度也較好,但擠壓絲錐底孔要求較高,過大,強度不夠;過小容易造成絲錐斷裂。
◆ 螺尖絲錐比較適合加工通孔螺紋,加工時切削向前排出。固芯部尺寸較大,強度較好,切削力較大,所以對加工有色金屬、不銹鋼、黑色金屬效果都很好。
螺紋等級
美標統一螺紋等級
在美標統一螺紋系統中,中等配合(2B)或者緊配合(3B)的小螺紋中徑是相同的值。但是中等配合(2B)的大螺紋中徑比緊配合(3B)的要大。相應的螺套絲錐的制造精度是緊配合(3B)。
公制螺紋等級
絲錐種類和應用
螺套絲錐的選擇是和應用相關的。錐型絲錐,中間絲錐以及平底絲錐是短機攻絲錐(適用于手攻攻絲)。螺旋槽絲錐和螺旋尖絲錐用于生產上的應用。
錐型絲錐

錐型絲錐 (也稱頭攻絲錐)用于精準的和比較有難度的孔的開始的攻絲。這款絲錐前八條螺紋為導向螺紋,但沒有尺寸的縮減。
中間絲錐

中間型(也稱為二攻絲錐)用于大多數的應用。幫助攻絲的過程保持垂直。這款絲錐前四條螺紋為導向螺紋,但尺寸沒有縮減。
平底絲錐

平底絲錐用于確保攻絲加工盲孔時,螺紋可以盡可能接近底部。這款絲錐前兩條螺紋為導向螺紋。通常需要在錐型絲錐或是中間絲錐之后使用。
螺旋槽絲錐
螺旋槽絲錐建議用于所有盲孔的機攻攻絲。尤其是銅、鎂和鋁等會產生長纖切屑的軟材料。
螺旋尖絲錐

螺旋尖絲錐建議用于通孔的機攻攻絲。這款絲錐在絲錐導頭內能夠將切屑清除。
擠壓絲錐

擠壓絲錐用來在延展性好的材料上進行機攻攻絲。比如含有低硅的材料,鋁以及某些不銹鋼材料。這款絲錐沒有槽或是切割面,但有特殊的用來擠壓成型的葉型邊。它有一個錐形的前端導頭,可用于通孔及盲孔,使用高品質高速鋼制作。
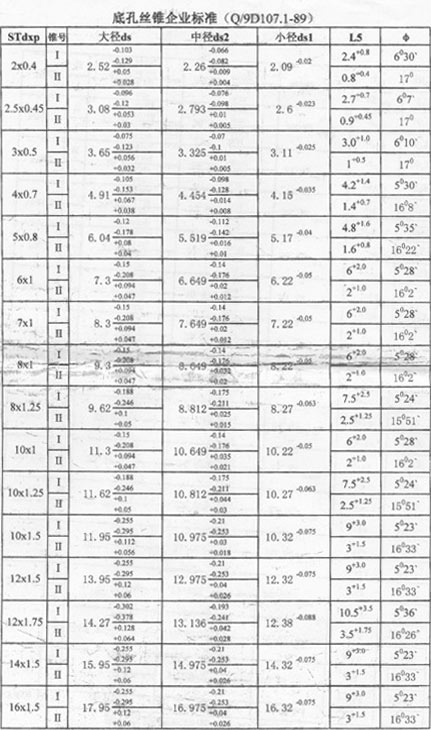
表1 公制(M、MJ)系列粗牙鋼絲螺套參數表 單位:(mm)
螺紋規格 d×p | K×d | t2 | do | t1 | L2 | t3 | dz | N (≈) | Kg/千件 |
2×0.4 | 1d | 2 | 2 | 4 | 1.6 | 1.6 | 2.62~2.76 | 2.9 | 0.02 |
1.5d | 3 | 5 | 2.6 | 2.6 | 4.7 | 0.03 | |||
2d | 4 | 6 | 3.6 | 3.6 | 6.5 | 0.05 | |||
2.5×0.45 | 1d | 2.5 | 2.6 | 4.3 | 2.1 | 2.1 | 3.3~3.5 | 3.5 | 0.03 |
1.5d | 3.25 | 5.6 | 3.3 | 3.3 | 5.9 | 0.05 | |||
2d | 5 | 6.8 | 4.6 | 4.6 | 8.1 | 0.07 | |||
3×0.5 | 1d | 3 | 3.1 | 5.8 | 2.5 | 2.5 | 3.82~4.00 | 4 | 0.05 |
1.5d | 4.5 | 7.3 | 4 | 4 | 6.3 | 0.08 | |||
2d | 6 | 8.8 | 5.5 | 5.5 | 8.7 | 0.11 | |||
2.5d | 7.5 | 10.3 | 7 | 7 | 11 | 0.14 | |||
3d | 9 | 11.8 | 8.5 | 8.5 | 13.5 | 0.18 | |||
4×0.7 | 1d | 4 | 4.1 | 7.8 | 3.3 | 3.3 | 5.12~5.30 | 3.7 | 0.12 |
1.5d | 6 | 9.8 | 5.3 | 5.3 | 6 | 0.20 | |||
2d | 8 | 11.8 | 7.3 | 7.3 | 8.4 | 0.27 | |||
2.5d | 10 | 13.8 | 9.3 | 9.3 | 11 | 0.38 | |||
3d | 12 | 15.8 | 11.3 | 11.3 | 13.2 | 0.45 | |||
5×0.8 | 1d | 5 | 5.2 | 9.2 | 4.2 | 4.2 | 6.32~6.54 | 4.3 | 0.22 |
1.5d | 7.5 | 11.7 | 6.7 | 6.7 | 6.9 | 0.36 | |||
2d | 10 | 14.2 | 9.2 | 9.2 | 9.7 | 0.49 | |||
2.5d | 12.5 | 16.7 | 11.7 | 11.7 | 12.3 | 0.68 | |||
3d | 15 | 19.2 | 14.2 | 14.2 | 14.8 | 0.80 | |||
6×1 | 1d | 6 | 6.2 | 11.1 | 5 | 5 | 7.62~7.84 | 4.2 | 0.41 |
1.5d | 9 | 14.1 | 8 | 8 | 7 | 0.67 | |||
2d | 12 | 17.1 | 11 | 11 | 9.6 | 0.91 | |||
2.5d | 15 | 20.1 | 14 | 14 | 12.3 | 1.20 | |||
3d | 18 | 23.1 | 17 | 17 | 14.6 | 1.50 | |||
8×1.25 | 1d | 8 | 8.3 | 14.2 | 6.8 | 6.8 | 9.85~10.1 | 4.7 | 0.94 |
1.5d | 12 | 18.2 | 10.8 | 10.8 | 7.4 | 1.51 | |||
2d | 16 | 22.2 | 14.8 | 14.8 | 10.6 | 2.07 | |||
2.5d | 20 | 26.2 | 18.8 | 18.8 | 13.5 | 2.80 | |||
3d | 24 | 30.2 | 22.8 | 22.8 | 16.4 | 3.40 | |||
10×1.5 | 1d | 10 | 10.3 | 17.3 | 8.5 | 8.5 | 12.1~12.5 | 5.0 | 1.80 |
1.5d | 15 | 22.3 | 13.5 | 13.5 | 8.0 | 2.85 | |||
2d | 20 | 27.3 | 18.5 | 18.5 | 11.2 | 3.90 | |||
2.5d | 25 | 32.3 | 23.5 | 23.5 | 14.2 | 5.47 | |||
3d | 30 | 37.3 | 28.5 | 28.5 | 17.2 | 6.60 | |||
12×1.75 | 1d | 12 | 12.4 | 20.3 | 10.3 | 10.3 | 14.4~14.8 | 5.2 | 2.95 |
1.5d | 18 | 26.3 | 16.3 | 16.3 | 8.4 | 4.75 | |||
2d | 24 | 32.3 | 22.3 | 22.3 | 11.7 | 8.60 | |||
2.5d | 30 | 38.3 | 28.3 | 28.3 | 14.7 | 9.00 | |||
3d | 36 | 44.3 | 34.3 | 34.3 | 18.0 | 11.0 | |||
14×2 | 1d | 14 | 14.5 | 22. | 12 | 11 | 17.2~17.7 | 5.2 | 4.7 |
1.5d | 21 | 29 | 19 | 18 | 8.3 | 7.35 | |||
2d | 28 | 36 | 26 | 25 | 11.5 | 10.1 | |||
16×2 | 1d | 16 | 16.5 | 25.3 | 14 | 14 | 18.73~19.5 | 6.0 | 6.35 |
1.5d | 24 | 33.3 | 22 | 22 | 9.7 | 9.99 | |||
2d | 32 | 41.3 | 30 | 30 | 13.3 | 13.30 | |||
2.5d | 40 | 49.3 | 38 | 38 | 16.8 | 17.00 | |||
20×2.5 | 1d | 20 | 20.5 | 31.2 | 17.5 | 17.5 | 23.7~24.2 | 6.3 | 13.0 |
1.5d | 30 | 41.2 | 27.5 | 27.5 | 10 | 19.3 | |||
2d | 40 | 51.2 | 37.5 | 37.5 | 13.7 | 26.6 | |||
22×2.5 | 1d | 22 | 22.5 | 33.2 | 19.5 | 19.5 | 26.3~26.8 | 7 | 15.3 |
1.5d | 33 | 44.2 | 30.5 | 30.5 | 11 | 23.8 | |||
2d | 44 | 55.2 | 41.5 | 41.5 | 15 | 32.6 | |||
24×3 | 1d | 24 | 24.6 | 37.1 | 21 | 21 | 28.6~29.1 | 6.3 | 34.0 |
1.5d | 36 | 49.1 | 33 | 33 | 10.0 | 43.0 | |||
2d | 48 | 61.1 | 45 | 45 | 14.0 | 62.0 | |||
30×3.5 | 1d | 30 | 30.7 | 45.2 | 26.5 | 26.5 | 35.2~35.7 | 7 | 40.3 |
1.5d | 45 | 60.2 | 41.5 | 41.5 | 11 | 62.5 | |||
2d | 60 | 75.2 | 56.5 | 56.5 | 14.9 | 84.1 |
表2 公制(M、MJ)系列細牙鋼絲螺套參數表 單位:(mm)
螺紋規格 d×p | K×d | t2 | do | t1 | L2 | t3 | dz | N (≈) | Kg/千件 |
8×1 | 1d | 8 | 8.2 | 13 | 7 | 7 | 9.85~10.1 | 6 | 0.78 |
1.5d | 12 | 17 | 11 | 11 | 9.5 | 1.19 | |||
2d | 16 | 21 | 15 | 15 | 13 | 1.60 | |||
10×1 | 1d | 10 | 10.2 | 15 | 9 | 9 | 12.1~12.5 | 7.6 | 1.24 |
1.5d | 15 | 20 | 14 | 14 | 12 | 1.90 | |||
2d | 20 | 25 | 19 | 19 | 16.3 | 2.55 | |||
12×1.25 | 1d | 12 | 12.3 | 18 | 10.8 | 10.8 | 14.4~14.8 | 7.4 | 2.22 |
1.5d | 18 | 24 | 16.8 | 16.8 | 11.6 | 3.44 | |||
2d | 24 | 30 | 22.8 | 22.8 | 16 | 4.69 | |||
12×1.5 | 1d | 12 | 12.4 | 19.3 | 10.5 | 10.5 | 14.4~14.8 | 6.2 | 2.68 |
1.5d | 18 | 25.3 | 16.5 | 16.5 | 9.8 | 4.17 | |||
2d | 24 | 31.3 | 22.5 | 22.5 | 13.5 | 5.70 | |||
14×1.5 | 1d | 14 | 14.4 | 21.3 | 12.5 | 12.5 | 17.2~17.8 | 7 | 3.72 |
1.5d | 21 | 28.3 | 19.5 | 19.5 | 11.2 | 5.79 | |||
2d | 28 | 35.3 | 26.5 | 26.5 | 15.3 | 7.86 | |||
16×1.5 | 1d | 16 | 16.4 | 23.3 | 14.5 | 14.5 | 19.4~19.9 | 8.3 | 4.92 |
1.5d | 24 | 31.3 | 22.5 | 22.5 | 13 | 7.62 | |||
2d | 32 | 39.3 | 30.5 | 30.5 | 17.7 | 10.4 | |||
18×1.5 | 0.75d | 13.5 | 18.4 | 20.8 | 12 | 12 | 21.5~22.0 | 7.0 | 4.69 |
1d | 18 | 25.3 | 16.5 | 16.5 | 9.5 | 6.25 | |||
1.5d | 27 | 34.3 | 25.5 | 25.5 | 15 | 9.70 | |||
20×1.5 | 0.75d | 15 | 20.4 | 22.3 | 13.5 | 13.5 | 23.7~24.2 | 8 | 5.83 |
1d | 20 | 27.3 | 18.5 | 18.5 | 10.7 | 7.77 | |||
1.5d | 30 | 37.3 | 28.5 | 28.5 | 16.7 | 12.0 | |||
22×1.5 | 0.75d | 16.5 | 22.5 | 23.8 | 15 | 15 | 26.3~26.8 | 8.6 | 7.1 |
1d | 22 | 29.3 | 20.5 | 20.5 | 11.7 | 9.46 | |||
1.5d | 33 | 40.3 | 31.5 | 31.5 | 18 | 14.6 | |||
24×1.5 | 0.5d | 12 | 24.4 | 19.3 | 10.5 | 10.5 | 28.6~29.1 | 6 | 5.70 |
0.75d | 18 | 25.3 | 16.5 | 16.5 | 9.5 | 8.55 | |||
1d | 24 | 31.3 | 22.5 | 22.5 | 13 | 11.4 | |||
1.5d | 36 | 43.3 | 34.5 | 34.5 | 19.8 | 17.4 | |||
27×1.5 | 0.5d | 13.5 | 27.4 | 20.8 | 12 | 12 | 32.2~32.7 | 6.7 | 7.7 |
0.75d | 20.3 | 27.6 | 18.8 | 18.8 | 10.7 | 11.6 | |||
1d | 27 | 34.3 | 25.5 | 25.5 | 14.6 | 15.4 | |||
1.5d | 40.5 | 47.8 | 39.0 | 39.0 | 22.6 | 23.1 | |||
27×2 | 0.5d | 13.5 | 27.5 | 22.8 | 11.5 | 11.5 | 32.2~32.7 | 5 | 9.35 |
0.75d | 20.3 | 29.6 | 18.3 | 18.3 | 8 | 14.0 | |||
1d | 27 | 36.3 | 25.0 | 25.0 | 10.8 | 18.7 | |||
1.5d | 40 | 49.8 | 38.5 | 38.5 | 16.8 | 28.8 | |||
30×1.5 | 0.5d | 15 | 30.4 | 22.3 | 13.5 | 13.5 | 35.2~35.7 | 7.8 | 9 |
0.75d | 22.5 | 29.8 | 21.0 | 21.0 | 12.2 | 13.5 | |||
1d | 30 | 37.3 | 28.5 | 28.5 | 16.5 | 18 | |||
1.5d | 45 | 52.3 | 43.5 | 43.5 | 25.3 | 27.4 | |||
33×2 | 0.5d | 16.5 | 33.5 | 25.8 | 14.5 | 14.5 | 38.3~38.8 | 6.4 | 14.4 |
0.75d | 24.5 | 34.1 | 22.8 | 22.8 | 10 | 21.6 | |||
1d | 33 | 42.3 | 31.0 | 31.0 | 13.7 | 28.8 | |||
1.5d | 49.5 | 58.8 | 47.5 | 47.5 | 21.2 | 43.4 | |||
33×1.5 | 0.5d | 16.6 | 33.4 | 24 | 15 | 15 | 38.3~38.8 | 9.1 | 11.0 |
0.75d | 24.5 | 31 | 23 | 23 | 13.7 | 16.4 | |||
1d | 33 | 39 | 31.5 | 31.5 | 18.3 | 21.8 | |||
1.5d | 49.5 | 55.5 | 48 | 48 | 28 | 33.2 |
表3 粗牙統一螺紋(UNC)系列 UNC Coarse Thread Series 單位:(mm)
鋼絲螺套 螺紋規格 d×p | 鋼絲螺套螺紋公稱長度k×d | 鉆孔、攻絲參數 | 安裝后參數 | 自由狀態下參數 | ||||
t2 | 鉆頭do | t1 | L2 | t3 | D2 | N (≈) | ||
4-40 0.112-40 | 1d | 2.9 | 3 | 5.7 | 2.5 | 2.2 | 3.66~4.04 | 3.2 |
1.5d | 4.3 | 7.1 | 3.9 | 3.6 | 5.1 | |||
2d | 5.8 | 8.6 | 5.4 | 5.1 | 7.2 | |||
5-40 0.125-40 | 1d | 3.2 | 3.4 | 6 | 2.8 | 2.5 | 4.01~4.39 | 3.7 |
1.5d | 4.8 | 7.6 | 4.3 | 4.1 | 5.9 | |||
2d | 6.4 | 9.2 | 6 | 5.7 | 8.2 | |||
6-32 0.138-32 | 1d | 3.5 | 3.7 | 7.1 | 3.1 | 2.7 | 4.52~4.90 | 2.8 |
1.5d | 5.3 | 8.8 | 4.9 | 4.5 | 4.8 | |||
2d | 7.0 | 10.6 | 6.6 | 6.2 | 6.8 | |||
8-32 0.164-32 | 1d | 4.2 | 4.4 | 7.7 | 3.8 | 3.4 | 5.20~5.56 | 4.0 |
1.5d | 6.25 | 9.8 | 5.9 | 5.5 | 6.0 | |||
2d | 8.3 | 11.9 | 8 | 7.5 | 8.7 | |||
10-24 0.190-24 | 1d | 4.8 | 5.1 | 9.6 | 4.3 | 3.8 | 6.19~6.58 | 3.3 |
1.5d | 7.2 | 12 | 6.7 | 6.2 | 5.4 | |||
2d | 9.6 | 14.4 | 9.1 | 8.6 | 7.5 | |||
12-24 0.216-24 | 1d | 5.5 | 5.8 | 10.3 | 5 | 4.4 | 6.86~7.24 | 4.0 |
1.5d | 8.2 | 13 | 7.7 | 7.1 | 6.3 | |||
2d | 11.0 | 15.7 | 10.5 | 9.9 | 8.8 | |||
1/4”-20 | 1d | 6.4 | 6.7 | 12.1 | 5.8 | 5.1 | 7.86~8.38 | 3.9 |
1.5d | 9.5 | 15.2 | 8.9 | 8.2 | 6.2 | |||
2d | 12.7 | 18.4 | 12.1 | 11.4 | 8.6 | |||
3/8”-16 | 1d | 9.5 | 9.9 | 16.7 | 8.7 | 7.9 | 11.48~11.99 | 4.8 |
1.5d | 14.3 | 21.4 | 13.5 | 12.7 | 7.7 | |||
2d | 19.1 | 26.2 | 18.3 | 17.5 | 10.6 | |||
7/16”-14 | 1d | 11.1 | 11.6 | 19.3 | 10.2 | 9.3 | 13.36~13.99 | 4.9 |
1.5d | 16.7 | 24.8 | 15.8 | 14.9 | 7.9 | |||
2d | 22.2 | 30.4 | 21.3 | 20.4 | 10.7 | |||
1/2”-13 | 1d | 12.7 | 13.1 | 21.5 | 11.7 | 10.7 | 15.16~15.80 | 5.2 |
1.5d | 19.1 | 27.8 | 18.1 | 17.1 | 8.3 | |||
2d | 25.4 | 34.2 | 12.4 | 23.4 | 11.4 | |||
5/8”-11 | 1d | 15.9 | 16.4 | 26.3 | 14.7 | 13.6 | 18.84~19.48 | 5.7 |
1.5d | 23.8 | 34.2 | 22.6 | 21.5 | 9.0 | |||
2d | 31.8 | 42.1 | 30.6 | 29.4 | 12.3 | |||
3/4”-10 | 1d | 19.1 | 19.6 | 30.5 | 17.8 | 16.5 | 22.36~23.00 | 6.3 |
1.5d | 28.6 | 40 | 27.3 | 26 | 9.9 | |||
2d | 38.1 | 49.5 | 36.8 | 35.5 | 13.5 | |||
1”-8 | 1d | 25.4 | 26.1 | 39.7 | 23.8 | 22.2 | 29.62~30.38 | 6.8 |
1.5d | 38.1 | 52.4 | 36.5 | 34.9 | 10.6 | |||
2d | 50.8 | 65.1 | 49.2 | 47.6 | 14.5 | |||
表4 細牙統一螺紋(UNF)系列 UNF Fine Thread Series 單位:(mm)
鋼絲螺套 螺紋規格 d×p | 鋼絲螺套螺紋公稱長度k×d | 鉆孔、攻絲參數 | 安裝后參數 | 自由狀態下參數 | ||||
t2 | 鉆頭do | t1 | L2 | t3 | D2 | N (≈) | ||
8-36 0.164-36 | 1d | 4.2 | 4.3 | 7.3 | 3.8 | 3.4 | 5.18~5.68 | 4.5 |
1.5d | 6.3 | 9.4 | 5.9 | 5.5 | 7.2 | |||
2d | 8.3 | 11.5 | 7.9 | 7.6 | 9.7 | |||
10-32 0.19-32 | 1d | 4.83 | 5.0 | 8.4 | 4.4 | 4 | 5.99~6.50 | 4.1 |
1.5d | 7.24 | 10.8 | 6.8 | 6.5 | 6.9 | |||
2d | 9.6 | 13.2 | 9.2 | 8.9 | 10 | |||
1/4”-28 | 1d | 6.35 | 6.6 | 10.4 | 5.9 | 5.5 | 7.77~8.28 | 5.0 |
1.5d | 9.5 | 13.6 | 9 | 8.6 | 8.6 | |||
2d | 12.7 | 16.8 | 12.2 | 11.8 | 11.8 | |||
5/16”-24 | 1d | 7.9 | 8.2 | 12.7 | 7.4 | 6.9 | 9.65~10.16 | 5.9 |
1.5d | 11.9 | 16.7 | 11.4 | 10.9 | 9.4 | |||
2d | 15.9 | 20.6 | 15.4 | 14.9 | 12.8 | |||
3/8”-24 | 1d | 9.5 | 9.8 | 14.3 | 9 | 8.4 | 11.37~11.88 | 7.3 |
1.5d | 14.3 | 19.1 | 13.8 | 13.2 | 11.5 | |||
2d | 19.1 | 23.8 | 18.6 | 18 | 15.6 | |||
7/16-20 | 1d | 11.1 | 11.4 | 16.8 | 10.5 | 9.8 | 13.3~13.7 | 7.0 |
1.5d | 16.7 | 22.4 | 16.1 | 15.4 | 11.1 | |||
2d | 22.2 | 27.9 | 21.6 | 20.9 | 15.0 | |||
1/2-20 | 1d | 12.7 | 13.0 | 18.4 | 12.1 | 11.4 | 15.03~15.67 | 7.9 |
1.5d | 19.7 | 24.8 | 18.5 | 17.8 | 12.8 | |||
2d | 25.4 | 31.1 | 24.8 | 24.1 | 17.3 | |||
9/16-18 | 1d | 14.3 | 14.6 | 20.6 | 13.6 | 12.9 | 16.91~17.55 | 7.9 |
1.5d | 21.5 | 27.8 | 20.8 | 20.1 | 12.0 | |||
2d | 28.6 | 34.9 | 27.9 | 27.2 | 16.0 | |||
5/8”-18 | 1d | 15.9 | 16.2 | 22.2 | 15.2 | 14.5 | 18.61~19.25 | 9.4 |
1.5d | 23.8 | 30.2 | 23.1 | 22.4 | 14.5 | |||
2d | 31.8 | 38.1 | 31.1 | 30.4 | 19.7 | |||
3/4”-16 | 1d | 19.1 | 19.4 | 26.2 | 18.3 | 17.5 | 22.25~22.88 | 10.1 |
1.5d | 28.6 | 35.7 | 27.8 | 27 | 15.6 | |||
2d | 38.1 | 45.2 | 37.3 | 36.5 | 21.0 | |||
7/8”-14 | 1d | 22.2 | 22.6 | 30.4 | 21.3 | 20.4 | 25.93~26.69 | 10.3 |
1.5d | 33.3 | 41.5 | 21.4 | 31.5 | 15.9 | |||
2d | 44.5 | 52.6 | 43.6 | 42.7 | 21.6 | |||
1”-14 | 1d | 25.4 | 25.9 | 33.6 | 24.5 | 23.6 | 29.69~30.45 | 11.8 |
1.5d | 38.1 | 46.3 | 37.2 | 36.3 | 18.1 | |||
2d | 50.8 | 59 | 49.9 | 49 | 24.5 | |||
1”-12 | 1d | 25.4 | 30.0 | 34.9 | 24.3 | 23.3 | 29.69~30.45 | 10.0 |
1.5d | 38.1 | 47.6 | 37 | 36 | 15.6 | |||

使用方法主要包括以下四個環節:
1 鉆孔

使用標準鉆頭鉆孔,鉆孔深度大于或等于鋼絲螺套安裝深度;注意不要將孔鉆成錐形,切屑不要掉入。鉆孔后锪孔不應超過0.4 螺距深度,因為锪孔過大不利于鋼絲螺套的旋入。
螺紋規格 | 鉆頭直徑( mm) | 螺紋規格 | 鉆頭直徑( mm) |
M2x0.4 | 2.1 | M8x1 | 8.3 |
M2.5x0.45 | 2.6 | M10x1 | 10.3 |
M3x0.5 | 3.1 | M10x1.25 | 10.3 |
M4x0.7 | 4.2 | M12x1.25 | 12.3 |
M5x0.8 | 5.2 | M12x1.5 | 12.4 |
M6x1 | 6.3 | M12x1 | 12.3 |
M7x1 | 7.3 | M13x1.25 | 13.3 |
M8x1.25 | 8.3 | M14x1.5 | 14.4 |
M10x1.5 | 10.4 | M14x1.25 | 14.3 |
M11x1.5 | 11.4 | M16x1.5 | 16.4 |
M12x1.75 | 12.4 | M18x1.5 | 18.4 |
M14x2 | 14.5 | M20x1.5 | 20.4 |
M16x2 | 16.5 | M20x2 | 20.5 |
M18x2.5 | 18.6 | M22x2 | 22.5 |
M20x2.5 | 20.6 | M22x1.5 | 22.4 |
2 攻絲

使用標有規定螺紋規格的鋼絲螺套專用絲錐攻絲,攻絲的長度必須超過鋼絲螺套長度,對于通孔,要全部攻絲;攻絲的精度決定終標準內螺孔的公差帶,使用者要適當地選擇攻絲方法和潤滑,盲孔攻絲要適當用力, 以防折斷絲錐。攻絲后,螺紋孔應清理,一般用壓縮空氣噴槍吹,盲孔時還應使用帶徑向孔的長噴槍自下而上清理, 也可以用清洗的方法清理螺紋孔。螺紋孔精度高時,應用專用鋼絲螺套底孔塞規進行檢查。
3 安裝



在一般情況下應用手工安裝器進行鋼絲螺套安裝。鋼絲螺套放入裝工具內,使安裝柄嵌入導桿槽內轉動安裝工具手柄使鋼絲螺套旋入螺孔,并使其距表面有0.25-0.75 圈空螺紋。少量安裝鋼絲螺套時和M14×2 以上粗牙鋼絲螺套安裝時可采用“T ”型開槽或螺紋頭簡易工具安裝,并注意不要在鋼絲螺套安裝柄上施加較大的軸向力以防‘亂扣’ 。鋼絲螺套安裝后,為檢查所形成的標準內螺紋孔精度等級,可用相應的級別塞規檢驗。
4 去柄

對有折斷槽的鋼絲螺套,旋入螺孔后應將安裝柄去除,需用去柄工具。通孔時,要將鋼絲螺套安裝柄折斷,一般用沖斷器對準安裝柄,用 200g 左右的榔頭猛打一下即可去除,對于 M18×2.5 以上的粗牙鋼絲螺套和 M14×1.25 以上的細牙鋼絲螺套 , 用尖嘴鉗上下彎曲安裝柄就能折斷,然后將斷下來的安裝柄從螺孔中取出即可。
一、鋼絲螺套專用絲錐


鋼絲螺套專用絲錐用于加工鋼絲螺套安裝孔的專用內螺紋,結構尺寸依照國家標準《細柄機用和手用絲錐》GB3464-83要求制造,材料為W18Cr4V,可機用也可手用,根據其使用范圍可分為輕合金機用螺紋護套絲錐、手用螺紋護套絲錐,普通鋼機用螺套絲錐、手用螺套絲錐,特種螺套絲錐三種。
1、輕合金機、手螺紋護套絲錐
用于加工鋁、鎂合金以及銅合金等有色金屬合金,螺距在2.5mm以下為單支絲錐,螺距大于等于2.5mm為雙支。
標記示例:STd × p ST 為螺紋護套專用內螺紋代號
用于在輕合金上加工安裝規格為8×1.25鋼絲螺套底孔螺紋的專用絲錐,標記為:ST8×1.25(ST為鋼絲螺套專用內螺紋代號)。
2、普通鋼機、手用螺紋護套絲錐
用于加工鋼、鑄鐵、鑄鋼等金屬材料上的內螺紋,是雙支絲錐。
3、特種絲錐
可根據用戶需要設計、制造各種特殊品種的螺紋底孔絲錐,例如在軟鋁,紫銅上攻絲的機用、手用擠壓絲錐,單支普通鋼攻絲的專用機用絲錐、不銹鋼攻絲絲錐、用于盲孔的平底絲錐、螺旋槽絲錐、螺尖絲錐等。鋼絲螺套絲錐、螺紋護套絲錐的選擇
◆直槽螺紋護套絲錐通用性很強,通孔或盲孔、有色金屬或黑色金屬都可使用,價格也便宜,但質量較差。螺紋護套直槽絲錐
◆螺旋槽螺紋護套絲錐比較適合加工盲孔螺紋,加工時切屑向后排出。在加工黑色金屬時,螺旋角選擇的少小一點,大約一般在 30 度左右,可以保證螺旋齒的強度。在加工有色金屬時,螺旋角選擇的少大一點,大約一般在 45 度左右,這樣切削時可以鋒利一些。
◆擠壓絲錐比較適合加工有色金屬,尤其是鋁合金鑄件,它主是對金屬擠壓、變形、形成的內螺紋。擠壓成形是非切削加工,采用擠壓成形工藝加工出的螺紋孔,抗拉、抗剪強度高,加工表面的粗糙度也較好,但擠壓絲錐底孔要求較高,過大,強度不夠;過小容易造成絲錐斷裂。
◆ 螺尖絲錐比較適合加工通孔螺紋,加工時切削向前排出。固芯部尺寸較大,強度較好,切削力較大,所以對加工有色金屬、不銹鋼、黑色金屬效果都很好。
二、鋼絲螺套安裝工具

鋼絲螺套安裝工具就是鋼絲螺套安裝扳手,也叫鋼絲螺套旋入工具。
鋼絲螺套安裝扳手使用方法就是將鋼絲螺套放入專用鋼絲螺套安裝工具內,使安裝柄嵌入導桿槽內,轉動鋼絲螺套安裝工具手柄使鋼絲螺套旋入螺孔。其安裝原理就是使鋼絲螺套通過一段引導螺紋,迫使外徑收縮,以便順利裝入底孔。安裝時注意不可在鋼絲螺套上施加較大的軸向力,以防"亂扣"。
鋼絲螺套安裝扳手分為分為手動及半自動兩種。
● 手動鋼絲螺套安裝工具
手動鋼絲螺套安裝扳手,主要有套筒型安裝扳手和簡易鋼絲螺套安裝扳手兩種。
(1)套筒型螺紋護套安裝扳手
用于手動安裝 ST2 × 0.4以上規格螺紋護套 標記方法: ST d × p
(2)簡易螺紋護套安裝扳手
簡易螺紋護套安裝工具有螺紋頭、光桿兩種。用于少量安裝,一般維修、實驗時用,操作時不易安裝,鋼絲螺套容易報廢。
● 半自動安裝扳手
半自動安裝扳手有氣動、電動兩種,具有**、快速,安裝定位準確的特點,用于批量鋼絲螺套的安裝或在裝配生產線上使用。
三、鋼絲螺套安裝柄去除工具(沖斷器)

沖斷器主要作用就是用來折斷鋼絲螺套安裝尾柄。
鋼絲螺套在安裝后,一般通孔都要求將尾柄去除掉,具體方法是用沖斷器對準安裝柄,用200g的榔頭猛打一下,即可去除,對于18X2.5以上的粗牙絲套和14X1.25以上的細牙絲套,用尖嘴鉗上下彎曲安裝柄就能折斷。
四、鋼絲螺套取出工具---卸套器

鋼絲螺套在安裝過程中出現問題需要取出,應當使用專用鋼絲螺套取出工具---卸套器,將卸套器放入鋼絲螺套孔內,對準手柄用榔頭猛擊一下,用手加力按下手柄反螺紋旋轉即可取出鋼絲螺套。
五、鋼絲螺套專用內螺紋塞規—底孔塞規

鋼絲螺套裝配的精度等級,取決于攻制的螺紋孔精度;在對鋼絲螺套安裝精度要求較高的情況下,可以在用鋼絲螺套專用絲錐(ST絲錐)攻牙后,在鋼絲螺套裝配旋入螺孔之前,用鋼絲螺套底孔塞規測量螺紋孔,對螺紋孔的精度進行檢測,以此保證鋼絲螺套安裝后形成的內螺紋是標準的螺紋。
鋼絲螺套底孔塞規也叫ST塞規,螺紋護套塞規,鋼絲螺套塞規
鋼絲螺套塞規用于檢驗鋼絲螺套安裝前的底孔尺寸,一般在對工作精度要求較高或用來鑒別絲錐是否磨損時使用,分為單頭整體螺紋塞規及雙頭插柄底孔塞規,I級精度。
1、單頭整體鋼絲螺套塞規
用于檢驗ST2-ST5小規格鋼絲螺套安裝前內孔螺紋。
2、雙頭插柄鋼絲螺套塞規
用于檢驗ST5以上規格鋼絲螺套安裝前內螺紋。
